Chronicling my Long EZ construction (and a few other things).
Disclaimer
This blog is for entertainment purposes only, and is not meant to teach you how to build anything. The author is not responsible for any accident, injury, or loss that occurs as a result of reading this blog. Read this blog at your own risk.
Test wiring the nose gear actuator (5.0 hrs) This time I'll show you the actuator I purchased from Jack Wilhelmson at eznoselift.com all wired up. I made only one small wiring mistake, but finding it took 90% of the time I spent on the unit.
Introducing NL1-12E
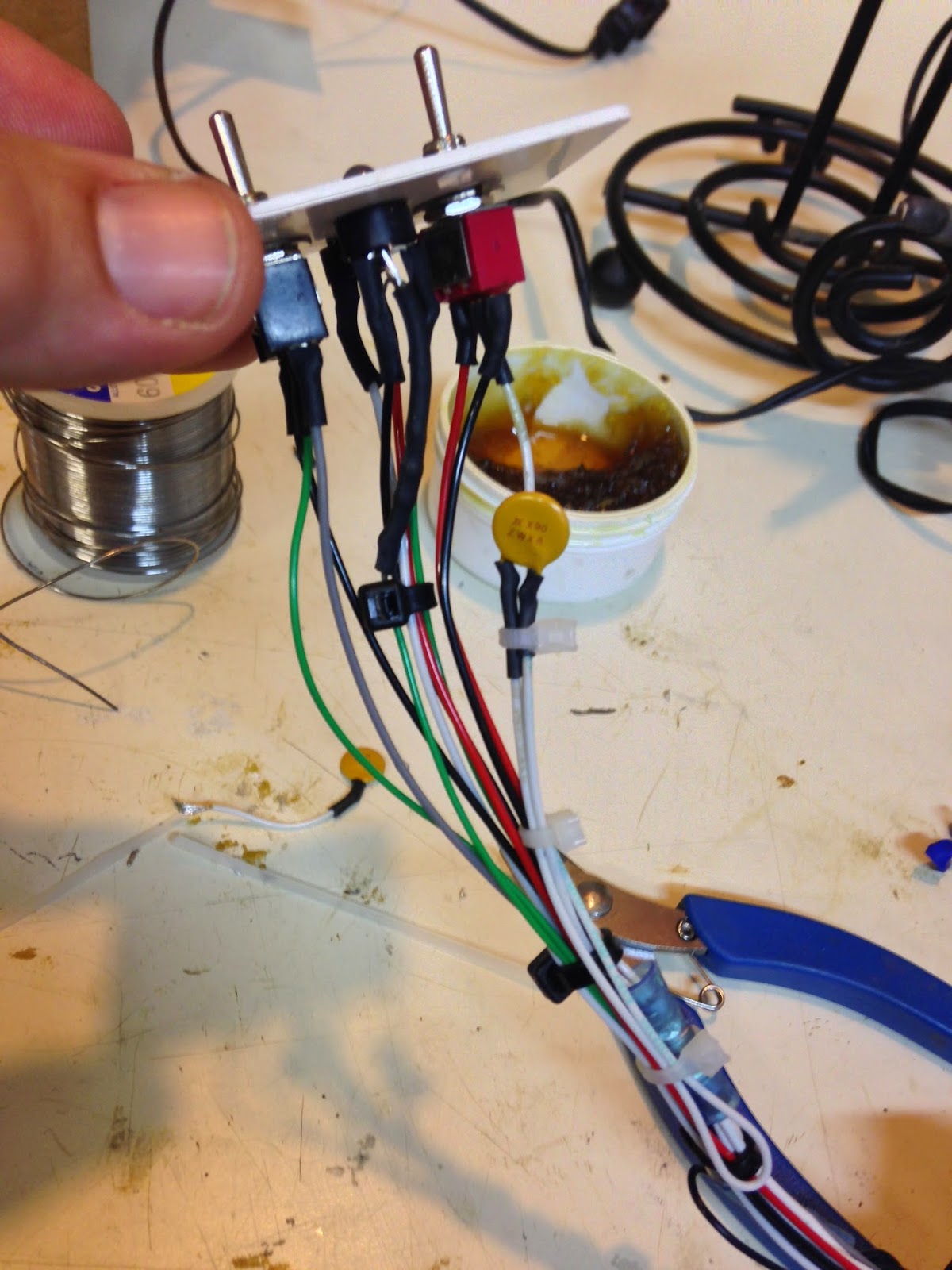
It works quite well when everything is wired up correctly, doesn't it? I'll have to resize and route the wires appropriately during final installation, but I'll leave them as they are for the time being. UPDATE After moving the wiring harness a few times in and out of the nose, a weak point has been identified, and corrected. The yellow condenser-like device near the control panel (actually a current limiting device) lost one of its legs due to the way it was strung out in the harness.
This is just not a good way to attach such a fragile component.
After talking to Jack, I ordered a few of them from Mouser Electronics(gave some to Ary and Wade) since they were cheap, and shipping was the biggest expense.
Luckily, the replacements are cheap and plentiful.
To relieve the stress on the component's "little legs", I replaced the short wire from the switch with a longer one.
No more tension in this guy's life.
Then, I zip-tied it all back to the harness, leaving the component floating, and stress free.
Back on the job
There are probably better ways to secure it, but I'm hoping this fix will be enough to prevent the issue from reoccurring. One thing worth considering is that this component failure might also prevent the emergency gear extension using the battery backup (I should have tried it, but it didn't occur to me until now).
I enjoyed very much using it to build the roll-bar, and overall has been a great little machine to learn on. For a cheap Chinese unit ($400 on eBay), I have grown very accustomed to its reliability and ease of use, and it has earned 2 thumbs up from me.
While I was never able to get its plasma cutter side completely dialed in, since I never really had the need for it, that didn't hinder the usefulness of the machine, and thus the score it earned as a welder. I suppose I could have spent more time trying to figure things out, but as I just mentioned, I never had the need for it, so I mostly left it alone.
One thing worth mentioning is that Wade spent some additional money upgrading a few of the components after his initial purchase, like the ground clamp, gas regulator, etc., so the final price might have ended up closer to $500.
Although I hadn’t been welding in quite sometime, with the small Simadre gone, the loss of capabilities to the shop quickly became unbearable, and everywhere I turned I saw things I could have been welding.
I decided to go look online for a welder I had seen featured on Weld.com and Kevin Caron’s YouTube channel, and when I found the last of these $850 welders (delivered) for $719 on Amazon.com with free shipping and no taxes, well... that just took the money right out of my wallet.
These units are literally flying out of the manufacturer’s door, so much so that when I contacted them, they told me they didn’t have any left, and to check on eBay!
One of the reasons I liked this welding machine is that it can weld using AC, as well as DC polarities, meaning that it is able to TIG weld steel and Titanium when set on DC negative, stick weld on DC positive, and TIG weld aluminum and Magnesium on AC.
Less than a week later a huge box showed up at my door...
I love coming back from a trip and finding a big box waiting for me
... containing my new welder.
"Man, this thing's huge!"
Rear fans are pretty quiet
All that came in the box
Upon unboxing it, I was delighted to realize how “heavy duty” everything was. The cables are thick, yet long and supple, and the plugs are humongous! The stick welder is massive, and the TIG hose is super flexible.
All cables and hoses are long enough I can probably weld all over my garage without moving the machine.
Also impressive is the completeness of this package, everything you need to get started is there (minus the gas bottle of course). There is no need to go hunting down hoses and hose clamps, and everything fits right as it should the first time, no surprises.
Lots of good quality components
The unit comes already wired for 220 volts in order to deliver the full 200 amps, but an adapter plug allows you to connect to a 110 volts circuit which should yield around 150 amps at the torch, enough for 99% of the things I need to weld.
110v or 220v? You can make this choice on the fly, no rewiring necessary.
I like the round style regulator supplied with the unit, as opposed to the vertical column with the floating ball bearing inside, because I can tilt it to where it is easily readable from my welding table, instead of having to crouch down beside my cart to look at it.
Argon bottle pressure on the right, and pressure at the torch on the left.
Long gas hose connecting the Argon bottle to the back of machine
The ground clamp is very important as it completes the circuit, and allows the arc to flow. In this case once again, it is solidly built, of generous dimensions, and with a much longer cable than I used to have.
Sturdy ground clamp
The TIG torch looks adequate for most of the jobs I do, however I already own a torch with a flexible neck and a gas lens, so I plan on replacing this right away.
Fairly small torch (nice!)
Torch finger trigger
3/16" Tungsten, extra ceramic cups, 1/16" and 3/16" collects, and long stinger.
The pedal is all metal, feels very sturdy, and also has a lot of cable allowing me to travel around the shop to weld with ease.
Long cable and full metal pedal control
Standing on my welding cart it dwarfs it.
Did I mention this welder is huge?
The front panel is much busier that the “green machine”, this welder has enough buttons and dials to keep any pilot happy.
Mmmm, which one goes to the the flux capacitor?
All and all a great package.
Back to basic - DC welding with the Alpha TIG 200X
Introduction to the 2013 Alpha TIG 200X
More on setting up the Alpha TIG 200X
Welding aluminum with the 2013 Alpha TIG 200X
Introduction to the 2014 Alpha TIG 200X
Tig and stick welding with the Alpha TIG 200X
Use of pulse while welding aluminum.
More pulse action while welding aluminum with the Alpha TIG 200X
Alpha TIG 200X maintenance
Mr Tig review #1: DC steel welding with the Alpha TIG 200X
Mr Tig review #2: AC aluminum welding with the Alpha TIG 200X
ChuckE2009 review of 2015 model
ChuckE2009 2015 welders comparison
UPDATE
I have had this machine for a couple of months now, and I have done some small jobs, and some custom fabrication with it. I have to say that I am very happy with this unit. I have had a few issues with the foot pedal in the beginning, but company who sells them has been great to work with. They replaced the pedal for free the first time, and helped me adjust it the second time. My first issue was that I could only start an arc occasionally when using the pedal, while it always worked well with the torch trigger. I discovered that an electrical connection in the plug was broken.
The metal cap screws onto the plastic terminal, space is limited, and one lug paid the price for all that twisting.
They put a new pedal in the mail right away at no cost to me. When I received it, I found that now I could never stop the arc! A quick call with the engineers at Alpha TIG revealed that the pedal has a tab that depresses (or not) a switch in the pedal assembly. It is crucial that his tab is bent properly in order to engage the switch. I could now see that the tab was not making full contact with the switch, and they instructed me to bend it down slightly by hand. This worked, and I have had no other issues with it since.
Bending the tab was easy as pie
While it is true that this is something I shouldn't have had to deal with, in all fairness to Alpha TIG, this is a standard pedal that sells with a lot of other machines, and they are not the ones who make it.
Pedal issues aside, this TIG has performed flawlessly, and there are no chances I will outgrow it anytime soon.
Have you ever had one of those moments when you thought you were really clever, only to find out you had it backward all along?
While busy congratulating myself on solving the interference issue between NG-30 and the gear motor, I didn’t even notice that I was applying the fix to the wrong side (outside) of NG-30!!!
Doh!
Initial recognition of the problem on the inner surface of NG-30.
Let me explain a little further.
The glassing Wade and I did in March (seeNose and nose gear - part 1) was on the inside of NG-30 (per plans), even though my brain kept looking at it as the outside of this symmetrical (at the time) piece.
Happily glassing the inside of both NG-30s, while I'm still thinking it was the outside.
Since the gear motor goes between the NG-30s, once the inside was glassed, it should have been no longer possible for me to relieve the foam structure on NG-30s' inner sides.
Note how the outer skin is glassed here, contrary to the real NG-30.
But this didn’t stop me from thinking that I could, and going for it.
Had this been NG-30's inside surface, it would have been a perfect picture, sadly it wasn't.
Theoretically, in order to be able to relieve and glass the proper side (inside), I should have been thinking about it before the initial fiberglassing session even began, but that was before I knew I had any fitting issues, so by the time I figured it out it was already too late.
Still with me?
Ok! So, what’s the big deal? If the parts are symmetrical, why don’t I just swap them out and be done?
Good question. You see, the reason the inside is glassed first is to ensure there is a perfectly flat surface for the hardware to mount on later (I didn’t appreciate this finer point until now).
Filling up the “moon craters” with the 15 fiberglass disks called for by the plans leaves a small depression that, while not an issue on the outside, it would be troublesome if it were on the inside.
Short nose NG-30 showing the normal depressions left on the outer skin after glassing
This caused a lengthy “analysis paralysis” period while I contemplated my options.
1- I could cut the triangle relief out completely as others have done, but I wanted to preserve the small structure, and prevent any further strength reduction in this area.
Note how NG-30 has been cut here to allow the head of the motor to fit properly
2- I could fill the depression back up with micro and foam, glass per plans, cut a new depression (on the inside this time), and skin it. The drawbacks with this approach were many, and it would have also taken longer than remaking the parts.
3- I could start over with new NG-30s, wasting away expensive foam.
4- I could swap the NG-30s, figure out how many additional layers of fiberglass it would take to fill up the craters completely (thereby leveling the inner surface once again), and glass away, fat, dumb, and happy.
Wait a minute... I resemble that remark!
I decided to try to salvage my previous work, and swap NG-30s around (option 4), and in case that didn't work out, I could always start over again (option 3).
I calculated that it would take 23 layers of BID (as opposed to the original 15) to completely fill in the craters, and hoping to be correct I finally got on with it.
Task number one was cutting the 184 fiberglass disks to fill the depressions up. I chose to make the disks incrementally wider (in 4 steps) to try to match the crater profile. This sounded like a good idea at the time, but it unnecessarily increased the level of complexity of the task, and I wouldn’t recommend it.
The big problem now was how to make precise patterns to use for marking 8 different circle sizes on the dry fiberglass.
One can always overcomplicate things, so I decided to use the most complex technology I had available to solve one of the simplest problem... drawing circles. What the hell, having just finished (for the most part) my CNC mill conversion, I decided to take it for a spin.
Now, you may notice in the following video that I mention 160 fiberglass disks, that was before I took more precise measurements, and came up with the new total of 184 disks. I also made the patterns slightly wider to ensure the edges of the NG-8 aluminum disks would rest on the hard points, and not accidentally end up on the bare foam-backed skins.
Complex, and a lot more fun solution to a simple problem.
So, I started cutting the disks...
Adding a few layers of BID circles to reach 23 for each hole
... and the new inner skins.
Since orientation is optional, I'm trying to get the most out of my BID.
For either one of the structures I prepared 5 BID and one kevlar skins (to be buried within the glass ones).
These took longer to cut than all 10 BID NG-30s combined
I started working on the inside surface by “pre-pregging” all the disks.
Circles stacked by sizes
Pre-pregged circles
I chose to use flox instead of micro for the fillets, because I was concerned I’d end up with micro between the skin and the glass disks.
Floxing the outer edges
When I laid the staggered disks in the craters, I was glad to see that 23 disks were indeed enough to come up level with the foam.
23 circular BID pieces precisely filling the craters
I repeated the process for the larger front craters.
Pre-pregged circle stacks ready to deploy
Top BID perfectly even with the foam surface
Hard points completed
Next, I “microed” the foam surface, making sure no micro-slurry touched the fiberglass disks...
Adding micro to the foam before receiving the inner skin
... and worked on the flat layup.
Inner skin finally being applied
Kevlar ply inserted between BID plies
Additional BID ply applied over the kevlar one
After curing overnight, I trimmed the first NG-30, then sanded away some of the strange ridges of epoxy I still get on the fiberglass surface when using large peel-ply sheets (as seen inCh. 5 - Fuselage sides RH - Part 2).
Trimming time
Inner NG-30 surface sanded smooth
Later, I repeated the process for the left NG-30 (formerly right).
Pure epoxy to lead the way
Flox for the edges
Hard points ready
Glassing the left NG-30
Left NG-30 glassed and peel-plied
Once again I left it in the shop to cure overnight at 80℉ (26.5℃).
Note where the peel-ply sheet caused a few epoxy ridges to form on the skin surface
Both NG-30s side to side as they'll fit in the nose
I’ll trim and sand the left NG-30 when I get back home, then I'll figure out where to go from here.