Wheels, axles, and brakes. (12 hrs)
For the tires to track properly down the runway with minimum drag, the axles positioning needed to conform to the geometry highlighted in the plans, and that was not going to happen without some effort.
Since I couldn’t adjust something I didn’t measure, it was time to take some serious measurements, and with the gear bow solidly mounted to the fuselage, I would be relying heavily on the external wooden structure, aka "the straight tower of Pisa", that I erected for this purpose.
I laid two 3 foot rulers back to back, straddling the fuselage centerline, on top of the forward tower crossmember. Next, I clamped one side of a straight edge to the end of one of the gear legs, and rested the opposite side of the straight edge on its corresponding ruler. I did this twice, one straight edge on each side.
 |
| Measuring the "natural toe-in" of the right leg |
The straight edges loose ends resting freely on the rulers, made it easy to read how far apart they were at the forward crossmember station. I also measured their relative distance at the axles station, and was able to determine the initial natural toe-in angle of the legs.
 |
| Left toe-in measurement |
 |
| The "tower" really shone here! |
To ensure that final, and more precise, toe-in adjustments are possible later in this process, the plans specify an initial toe-in of 0˚ to 0.5˚, and as expected the initial angles were quite random, but at least the left leg was within limits.
 |
| Looking down from inside the passenger compartment |
The right leg angle was way off though, and some sanding was necessary to bring it back into compliance.
 |
| Taking material off here would bring the straight edge outward |
 |
| Sanding at FL0.008 |
 |
| Quite a bit of fiberglass was removed |
 |
| The new measurements were good enough to move on |
Meanwhile, the hardware arrived by UPS. I decided to go with the 5” tires in order to be able to occasionally land on smooth grass, and MATCO brakes, they are much stronger than I need... perfect!
 |
| Beautiful MATCO wheels and brakes |
 |
| Taking things apart |
I had to make two back plates out of 0.063” 2024 aluminum, to be mounted opposite of the axles.
 |
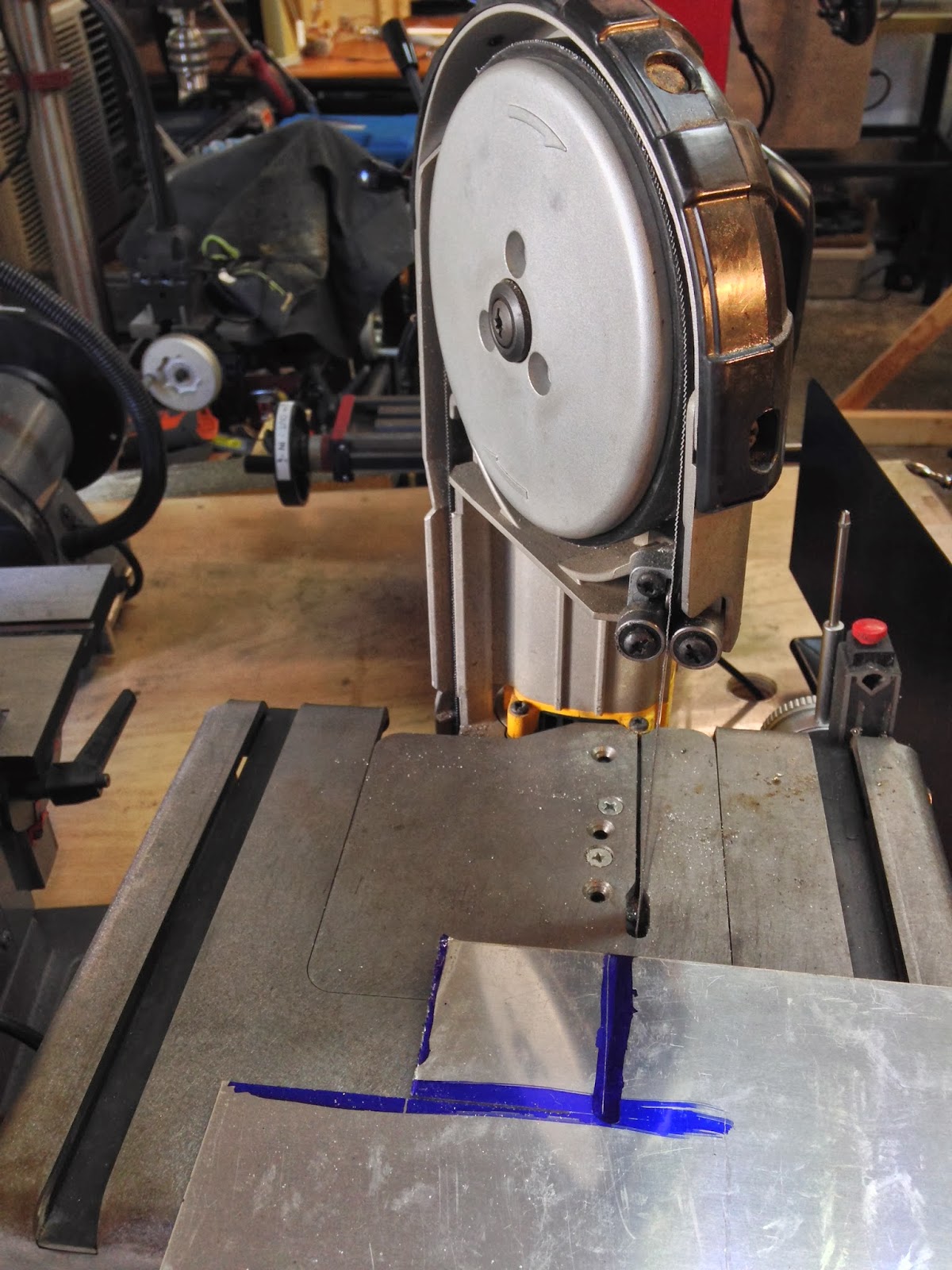
| Cutting the blanks for the 2 back plates |
 |
| Drilling starter holes |
The axles themselves are beautiful chunks of machined aluminum anodized black.
 |
| Beautifully cut axles |
Now, the plans would have you apply 3 plies of BID where the axles should go, and 3 more plies on the back side, where the aluminum plates would go, then the axles and the plates would be placed on the gear legs, and held up with clamps. All of this should be taking place about 8 feet up in the air, while on a ladder.
Even if you could manage to hold on to this squishy and slippery sandwich, then you’d have to introduce two 2 foot carpenter squares, hold them perpendicular to the axles, and measure their relative distances at the axles, and at the 2 foot mark.
If the total difference was any more or less than 0.4” to 0.2” then, with your 5th hand perhaps, you should tighten or release the pressure on the strategically placed clamps, measure again, and repeat that cycle.
Conveniently the plans don’t go into too many details about how to achieve that, they just show a drawing of the squares floating in mid air
 |
| Good luck with that! |
I tried all of that dry, without introducing the slippery epoxy, and could not do it. First of all the steel carpenter squares are too heavy and awkward, then there are way too many variables to have to contend with.
So, I decided to buy some lighter aluminum carpenter squares at Lowes, and try a hot glue gun on the axles, in order to fashion quarter moon-like seats, so to speak, for the squares to sit on while in contact with the axles. This would have helped by making it more difficult for the squares to slide off the axles. Little did I know how powerful the glue would prove to be.
 |
| Aligning the axle centerline with the aluminum carpenter square |
 |
| Hot glue idea |
Much to my surprise, the glue gripped the axles much more tightly than I expected, so I decided to give it a try, and see if it was strong enough to eliminate this one big variable from my plate.
 |
| Hot glue holding tight |
 |
| Hot glue holding the square all on its own |
 |
| Close up of the joint |
It worked! Now I could just use a couple of loose 2x4 scraps to hold the long ends of the squares from sagging, and I was back in complete control of my measuring duties.
The measurements revealed that a little more sanding was required to achieve a perfect geometry. This turned out to be very important, since I decided to drill the holes before fiberglassing, in order to use the actual bolts to help hold the whole “sandwich” up later.
 |
| More sanding |
Obviously, drilling the holes ahead of glassing is a very risky move, since the angle of the bolt holes cannot be modified, and that’s why I put so much effort into getting the sanding of the legs spot on.
 |
| 28.5" from centerline to the edge of the square, at the axle station. |
 |
| 28.4" from the centerline, near the end of the square (the tower risers prevented me from measuring at the 2 foot mark) |
I was hoping to use the axle's bolt holes as a drill guide, but all the drill chucks I own were too big to get close enough to the axle. I could have really used a 7" long 1/4” bit, but I didn’t have one, so I used a 1/4” center-punch to mark the holes locations, and a drill guide to drill as perpendicular to the leg as possible.
 |
| Holes center-punched and axle outline marked |
 |
| Using a drill guide to drill perpendicular holes |
A check of the distances with the axle bolted on, revealed no surprises.
 |
| Test fitting the axle |
Later, I put the disk brake flange up there to get an idea of where the gear leg needed to be trimmed.
 |
| The gear leg below the brake flange will be trimmed off |
Not unexpectedly, the AN4-22 bolts were too long, since I was still missing 6 plies of BID, but perhaps also because my brakes are a different brand from the original.
 |
| Bolts are too long, as usual. |
 |
| Making it work for testing purposes |
 |
| The real Loch Ness Monster |
I just couldn’t resist mounting the wheel up there...
 |
| Finally something that slipped right on! |
 |
| Half way there! |
Next time I’ll be glassing this leg, then move on to the left leg.





































































{kind=link}