First aluminum parts (3.2 hrs)
I suppose when you build an airplane, even a composite one, sooner or later you are bound to run into some metal parts, and today is the day I put the “warm sticky nectar” temporarily aside, for a crash course in the cold art of metal shaping.
I’d like to start out by saying that thankfully, due to the labour of love by two of the finest midwestern girls (aka “Cozy Girls”), all of the required metal components are still available for purchase more than 30 years after the Long EZ was first designed. They "Girls" are indeed the best source of Canard metal parts that I know of, and their products are literally works of art. On the other hand, purchasing all of what they offer will set you back a good $3000, saving you a huge amount of time, while teaching you no useful skills, except how to write checks.
Since pride of accomplishment and learning new skills score higher in my book than time of completion, I decided to give the manufacturing of these parts a fair try. Time will tell how wise a decision that was.
First in the line up are the main landing gear mounts.
 |
| This is what I am trying to accomplish (picture from my friend Walter's archive) |
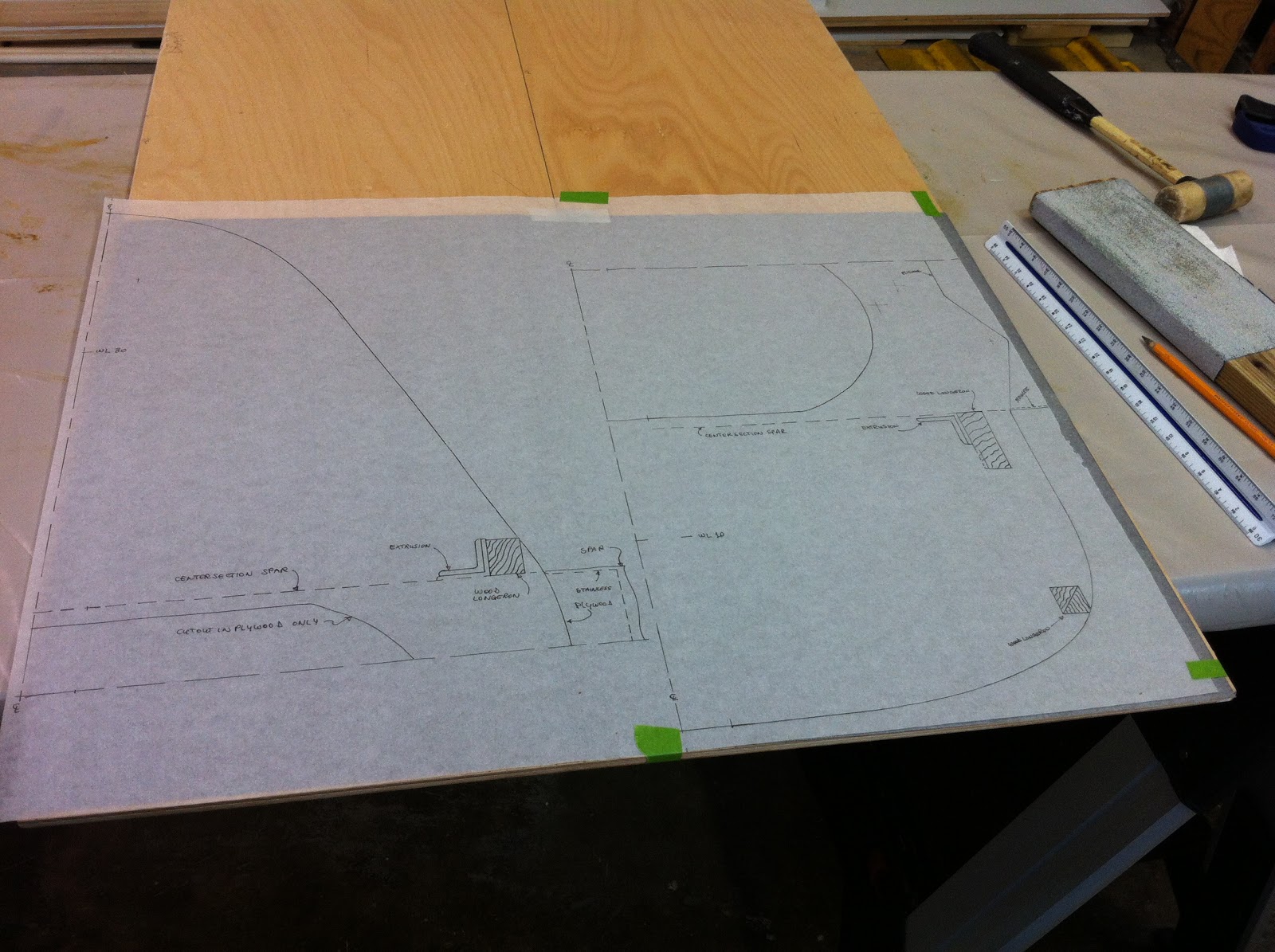
I started by tracing the full scale patterns onto the usual tracing paper, and applying to them plan change #45. This optional change appeared in Canard Pusher #27, and affects the Long EZ manual page 9-3 (although we are working on chapter 5, the actual drawing and dimension of the main landing gear mounts are given in chapter 9).
LPC #45 directs us to: “Move the 3/8" holes in all four extrusions up 0.4". Also modify outlines to maintain original edge distances around the 3/8" hole. This moves the entire main gear up 0.4", resulting in an improved gear-fuselage juncture reducing aerodynamic drag.”
 |
| Main landing gear rear mount (LPC #45 applied over original drawing) |
 |
| Main landing gear front mount (LPC #45 applied over original drawing) |
Once again the manual only gives us the drawings for one side of the plane, and it’s up to us to draw the mirror image for the other side. This is done simply enough by folding the tracing paper over onto itself, and tracing the drawings one more time.
 |
| Tracing the modified drawings |
 |
| Two sets of gear mount drawings (one will be used flipped over) |
If you have been wondering where all of this tracing is headed, hang on... I am about to try out a new idea.
 |
| Mirror image templates ready for use |
I decided to use some leftover contact adhesive (previously purchased to glue my car’s sagging headliner back onto the roof), to glue the drawings directly on to the 2” x 2” x 1/4" 6061-T6 aluminum angle.
 |
| If I had to buy it specifically for this task, I wouldn't get the Hi-Strength kind |
I figured this would allow me to easily locate all the features to be cut, or drilled. How precise this would turn out to be, I was still not too sure of, but I was willing to sacrifice the $9.00 aluminum extrusion to find out.
 |
| Drawings glued to aluminum angle |
With the pieces of papers stuck onto the aluminum, I was ready to start cutting with my new modified portable saw.
 |
| Portable metal cutting saw inserted into custom saw table from SWAGoffroad.com |
While I’m planning on discussing this saw in a future post, I’ll just say here that it worked very well.
 |
| My first cut. I'm feeling some "separation" anxiety? |
All 4 pieces were separated in a short time.
 |
| Basic raw material |
Next, I took the saw back to the individual pieces to trim them down further.
 |
| Getting more daring with the saw |
 |
| Treading ever closer to the black line! |
A short while later I had all 4 pieces rough cut, and ready for some more precise trimming.
 |
| Still rough, but already looking the part. |
Because I was afraid of what the glue might do to the paper, like shrinking it or blurring the ink lines, I went ahead and center-punched all the hole centers before going to bed. This way I figured, even if I totally lost the paper, I would still have enough features to complete the work.
 |
| Precision center punching before going to bed... not the smartest idea. |
As it turned, out I shouldn’t have worried, because the next morning everything was still exactly as I had left it.
In spite of this small measure of success, my good friend Walter brought up a valid question about the precision of such a method of locating features on the metal.
So, I took a caliper to the parts to measure their most important dimension, the 1.1” distance between the edge of the angle, and the center of the gear mounting hole.
I was pleasantly surprised to find out just how tight the tolerances were.
I’ll let you be the judge.
 |
| 1.1 inches... check! |
 |
| 1.1 inches... check again! |
 |
| 1.1 inches... Are we there yet? ... Check! |
 |
| Low blow (with the center punch)... 1.1 inches... CheckMate! |
I think I’ll use this method again!
UPDATE
Looking back at this post from chapter 9, I think if I were to do it again, I would omit LPC #45 altogether, since the 2" (5 cm) wider fuselage already raises the gear bow by 0.4" (1 cm).
Looking back at this post from chapter 9, I think if I were to do it again, I would omit LPC #45 altogether, since the 2" (5 cm) wider fuselage already raises the gear bow by 0.4" (1 cm).